Turn Your Existing Drum Into
A Powerful Vacuum System
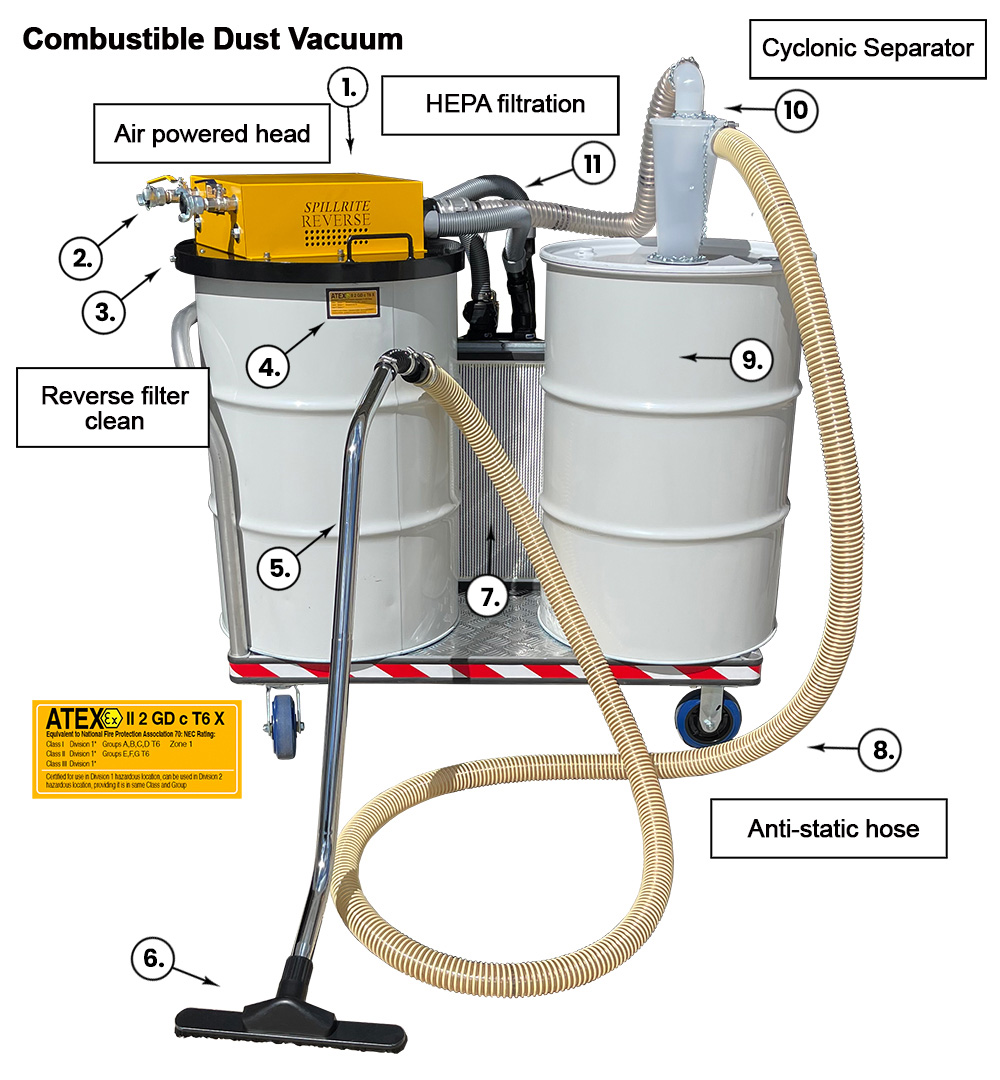
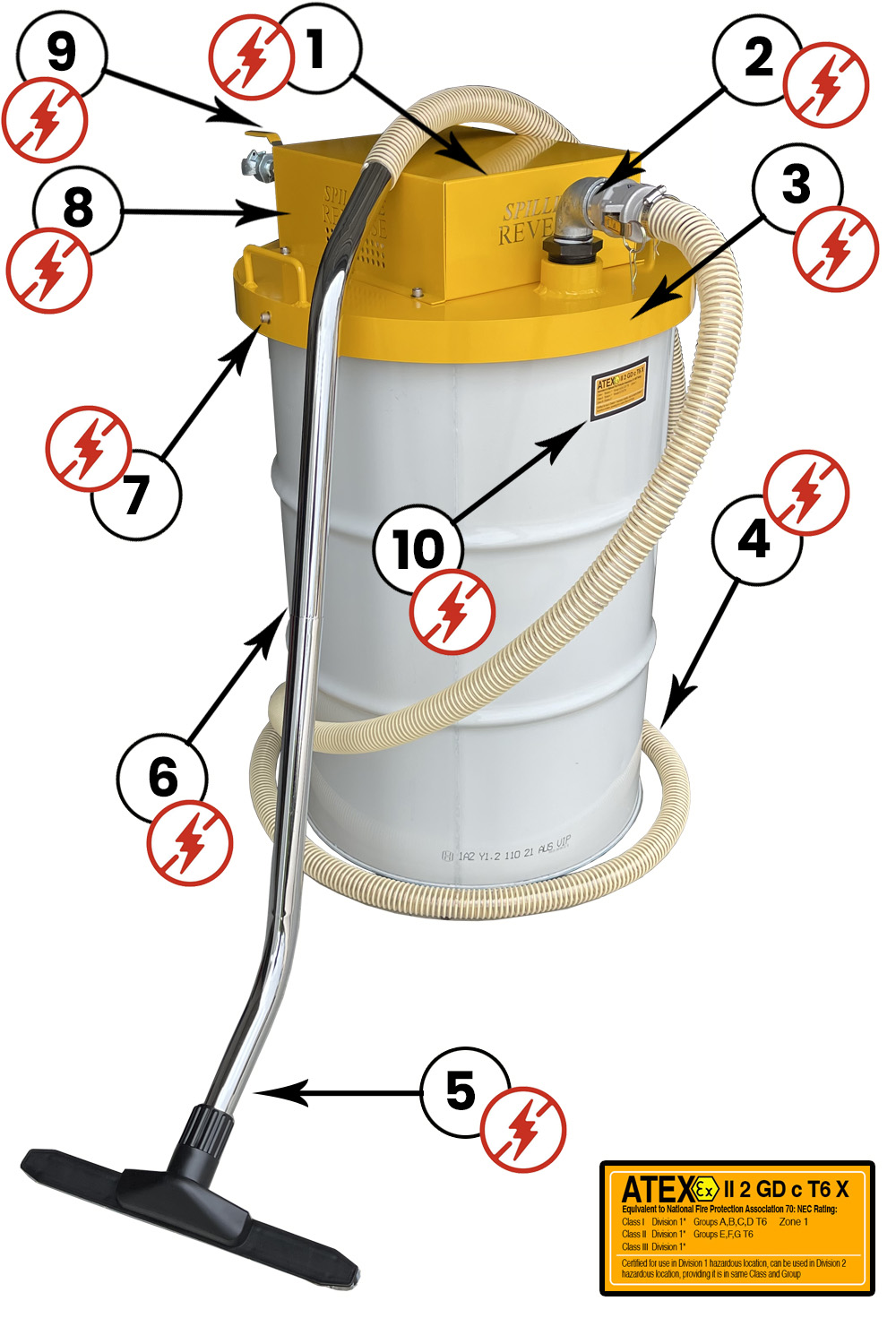
The Spillrite Air Operated Drum Lid Vacuum is a high powered industrial vacuum system that mounts directly onto standard drums worldwide — US 55 gallon, UK 44 gallon, EU 210 litre, Australian 205 litre.

Reverse Drum Lid Vacuum — ATEX
The RDLV fits all standard industrial drums and delivers high powered fluid recovery including grease, oils, chemicals, solvents and flammable fuels. When configured as a wet and dry vacuum it handles combustible dusts and dry product with a low flash point.
Air Operated Explosion Proof — reverse filter clean
Air Operated Explosion Proof — reverse fluid pump out
Air Operated Standard — vacuum only
Air Operated Standard — reverse filter clean
Air Operated Standard — reverse fluid pump out
- Fits all standard drum sizes worldwide
- ATEX & UKCA EX certified
- Zero moving parts — no ignition risk
- Reverse pump-out capability — 100% safe, no pressure build-up
- Wet and dry applications

Drum Top Vacuum — Reversible Ultra
The Spillrite air operated reversible two way vacuums come in many models and power ratings. The unique reverse jet system allows both vacuuming and reverse filter clean or reverse fluid pump out in a single unit.
The high powered ULTRA drum vacuums use a jet and venturi combination — primary jet creates the vacuum, secondary jet (activated by a ball valve) converts the unit into a reverse fluid pump out system.
- Reverse filter clean — no downtime
- Triple reverse thruster venturi design
- Tested at Eraring & Millmerran Power Stations
- Handles fly ash, coal dust, abrasive blast media
- ATEX & UKCA EX certified